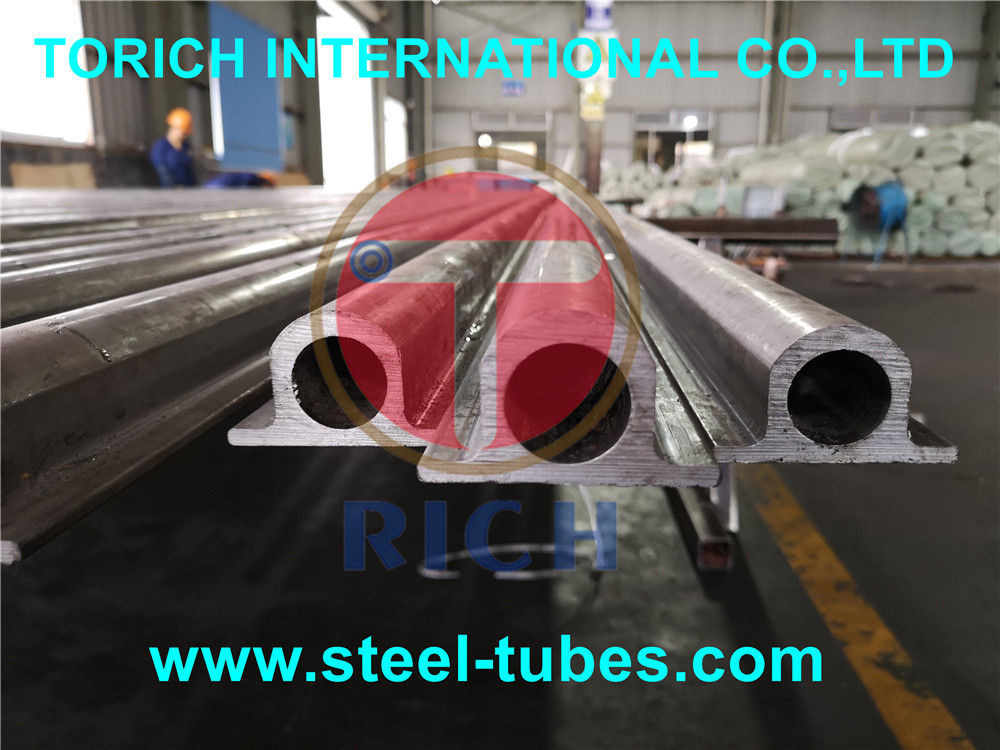
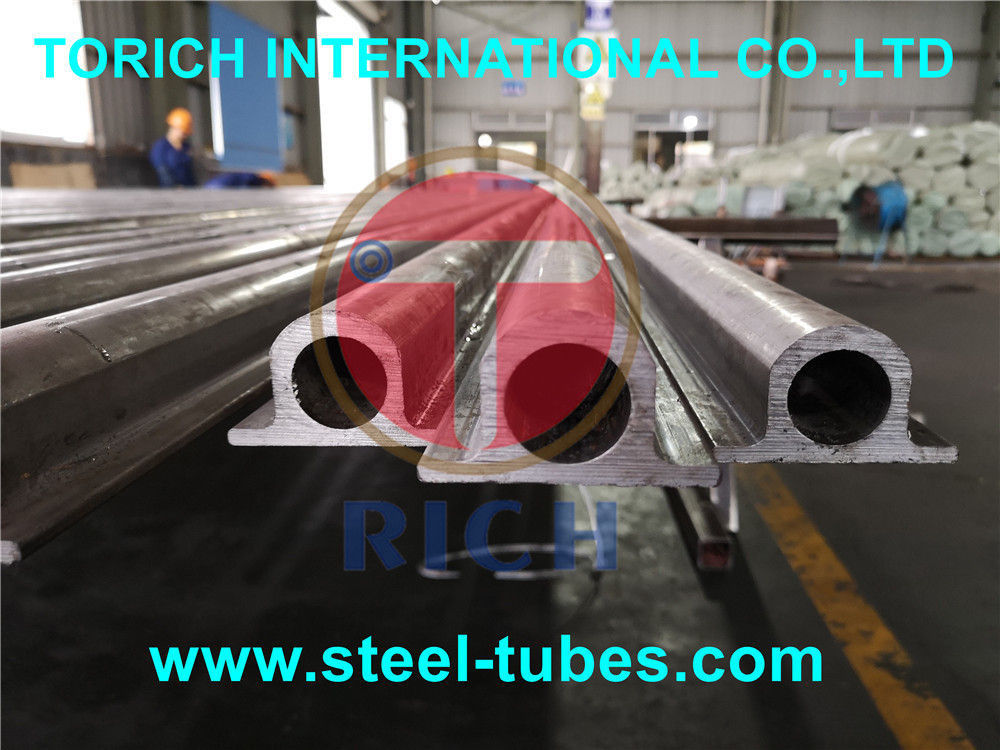
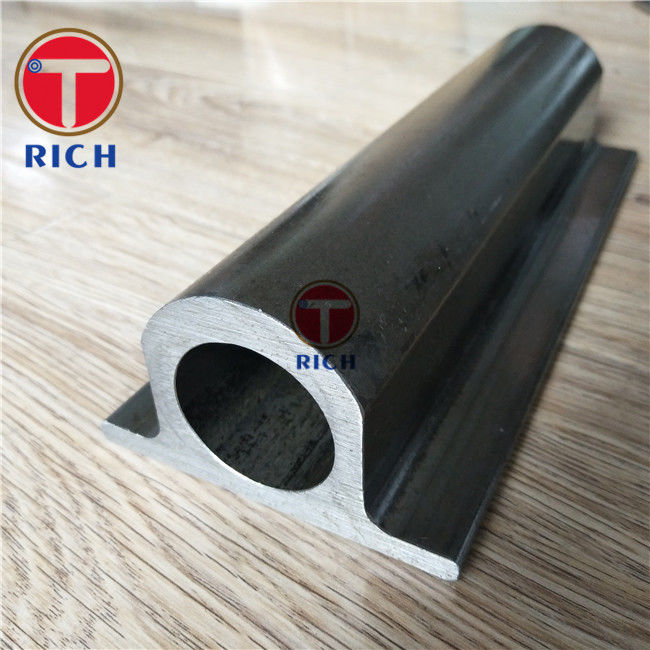
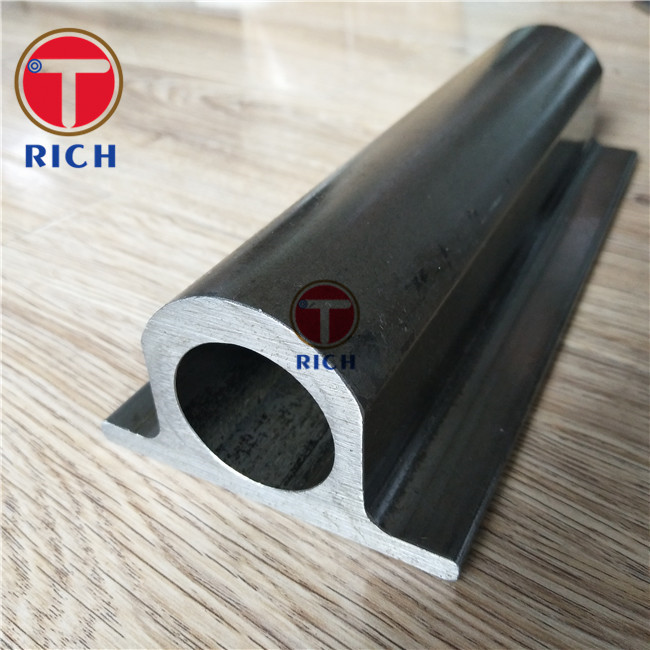
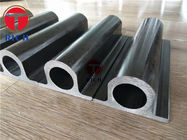
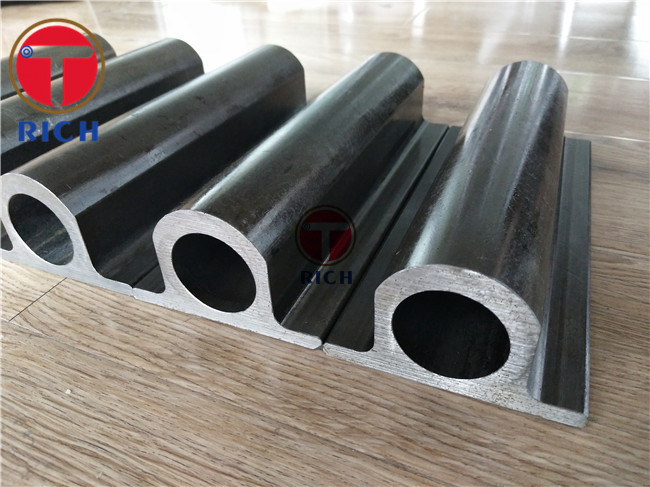
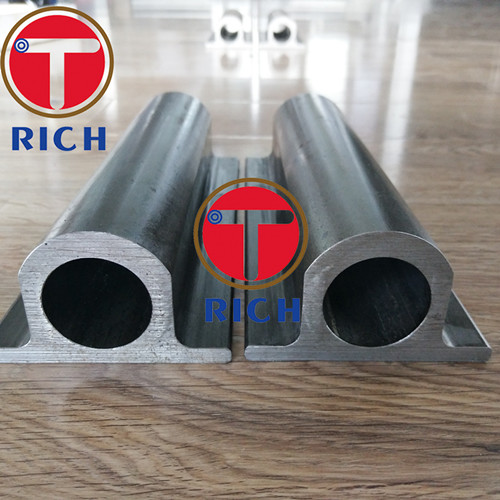
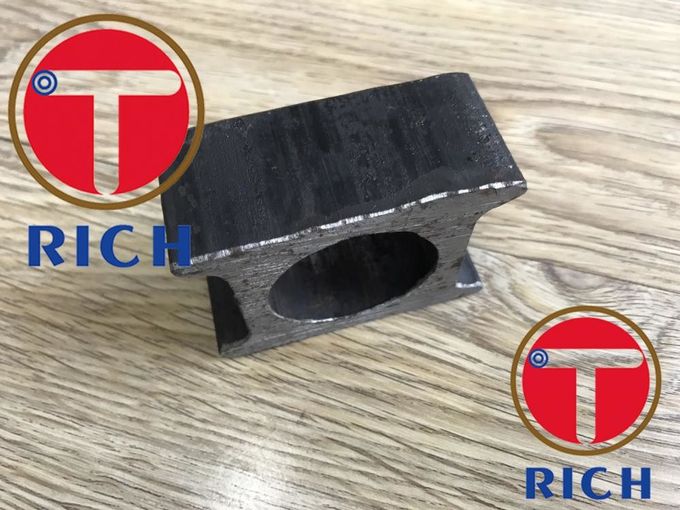
Chất liệu 20 # Hình dạng đặc biệt Ống thép Carbon liền mạch Ống Omega cho nồi hơi
Thép ống đặc biệt liền mạch, được sản xuất bởi Carbon và hợp kim thép, được sản xuất bằng phương pháp ép đùn và rút nguội, ống Omega được sử dụng trong nồi hơi và siêu nhiệt vv, cho hiệu quả sưởi ấm tốt hơn.
| Thông tin sản phẩm: | |
| Vật chất: | SAE1010, SAE1020, SAE1035, SAE1045, ST37.0, ST44, ST52, E235, E355 |
| Cấp: | BS, JIS, GB, DIN, ASTM, API, |
| Hình dạng: | Omega |
| Độ dày của tường: | 0,5-50mm |
| Chiều dài: | lên đến 12m, hoặc theo yêu cầu của khách hàng. |
| Đường kính ngoài: | Vòng: 5-420mm |
| Đường kính và độ dày tường có thể được yêu cầu của khách hàng. |
| |
| Công nghệ: | Vẽ lạnh / cán nguội |
| Xử lý bề mặt: | sơn, mạ kẽm, hoặc bôi dầu theo yêu cầu của khách hàng |
| Ứng dụng: | Chiếu sáng, nội thất, thiết bị y tế |
| Nguồn gốc: | Trung Quốc |
| Ứng dụng | Kết cấu cơ khí, máy móc áp lực Carbon, vv |
| Giao hàng & Thanh toán: | |
| Bao bì: | Trong bó; hoặc theo yêu cầu của khách hàng |
| Moq: | 5 tấn |
| Điều kiện để giao hàng : | FOB Thượng Hải |
| Điều khoản của Parment: | T / T, thanh toán tạm ứng 30%, số dư thanh toán so với bản sao B / L |
| Thời gian giao hàng: | Trong vòng 25-40 ngày kể từ khi nhận được khoản thanh toán tạm ứng
|
|
| Vật liệu và tiêu chuẩn |
| Mục | Tiêu chuẩn trung quốc | Tiêu chuẩn Mỹ | Tiêu chuẩn Đức |
| 1) | 10 # | A53A | St37 | |
| A106A | St37-2 | DIN17175 |
| A179C | St35.8 | DIN1629 |
| 2) | 20 # | ASTMA106-B | St45-8 | DIN17175 |
| ASTMA53-B | St42-2 | DIN1626 |
| ASTMA178-C | St45-4 | DIN1629 |
3) | 45 # | ASTMA1045 | CK45 | |
4) | 16 triệu | ASTMA210-C | St52 | DIN1629 / 3 |
| St52.4 | DIN1629 / 4 |
| 5) | 1010,1020,4130,4140 | ASTM A519 | | |



Dàn ống làm việc lạnh
Các ống làm việc lạnh liền mạch có sẵn tại nhà máy của chúng tôi được sản xuất tùy chỉnh, được tạo ra từ thanh rắn dạng thô và được xỏ để chuyển sang rỗng mẹ. Quá trình bình thường hóa tại chỗ của chúng tôi tạo ra các ống phù hợp để làm việc lạnh, và sau khi làm sạch bằng axit sunfuric, rửa lạnh và tắm bôi trơn, các vật liệu được chỉ định được sử dụng một băng ghế kéo có trục bằng cacbua. Đường kính bên ngoài, đường kính bên trong và độ dày của tường được giảm xuống kích thước yêu cầu với các đặc tính độ bền kéo cao, độ chính xác kích thước, tính đồng nhất cấu trúc vi mô và chất lượng bề mặt tuyệt vời. Tubing có sẵn trong một loạt các lớp carbon và hợp kim bao gồm 1020, 1026, 1030, 4130, 4140 và 41 5 0 trong số những người khác.
Quy trình sản xuất ống có kinh nghiệm của chúng tôi được điều chỉnh và sửa đổi để sản xuất các bộ phận do khách hàng chỉ định cho các ứng dụng quan trọng. Các bộ phận được giảm căng thẳng, các bộ phận khác được làm dịu và tôi luyện, sau đó quay thẳng cho các ống cực thẳng và đầu ống sau đó được cắt thành một hình vuông chính xác 90 °. Các bộ phận được gỡ lỗi và phủ một điều trị phòng ngừa rỉ sét. Các phương pháp kiểm tra kỹ lưỡng được sử dụng trong quá trình và sản xuất sau để đảm bảo mức độ chính xác và chất lượng cao nhất, bao gồm kiểm tra dòng điện xoáy, kiểm tra 100% chiều, độ thẳng và đánh giá mỹ phẩm. Để biết thêm chi tiết về ống làm việc lạnh liền mạch tùy chỉnh của chúng tôi
Điều kiện giao hàng
1. BK (+ C)
Không xử lý nhiệt sau quá trình hình thành lạnh cuối cùng.
2. BKW (+ LC)
Sau lần xử lý nhiệt cuối cùng, có một lớp hoàn thiện nhẹ (bản vẽ lạnh)
3. BKS (+ SR)
Sau quá trình hình thành lạnh cuối cùng, các ống được giảm căng thẳng.
4. GBK (+ A)
Sau quá trình tạo hình lạnh cuối cùng, các ống được ủ trong môi trường có kiểm soát.
5. NBK (+ N)
Sau quá trình tạo hình lạnh cuối cùng, các ống được ủ ở trên biến đổi trên
điểm trong một bầu không khí kiểm soát.
6. SR
Quá trình giảm căng thẳng
7. Q + T
Làm nguội và ủ cho HRC30-HRC45