




















GB / T 20409 Ống thép liền mạch đa năng cho nồi hơi áp suất cao
Chi tiết sản phẩm
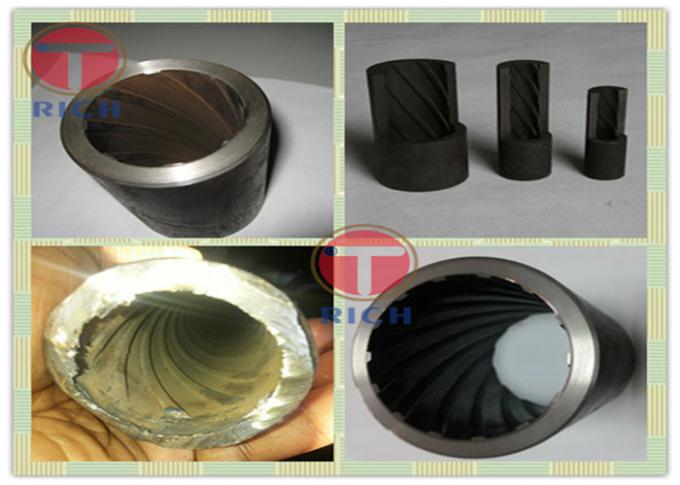
seamless steel pipe
,precision stainless steel tubing
Ứng dụng : Thép kết cấu carbon chất lượng cao, thép kết cấu hợp kim bản vẽ nguội hoặc ống ren trong cán nguội cho nồi hơi phù hợp để sản xuất áp suất cao và áp suất cao
Kích thước : Chiều dài - 8-12m
OD - 28,6-66,7mm
WT - 6,38-18,33mm
Độ cong - .01.0mm / m
Chất lượng bề mặt:
1. Bề mặt bên trong và bên ngoài của ống ren nữ không được phép có vết nứt, nếp gấp, nút thắt, nếp gấp và kiểm tra. Những khuyết điểm này cần được loại bỏ hoàn toàn. Độ sâu của việc loại bỏ khuyết tật không được vượt quá 10% độ dày của tường và độ dày thành thực tế tại vị trí loại bỏ trám không được nhỏ hơn độ dày của tường. Độ lệch độ dày tối thiểu cho phép, độ hở cần được làm tròn
2. Hình dạng của chủ đề nên được giữ nguyên. Không được có bản vẽ, uốn hoặc sụp đổ.
3. Bề mặt thẳng bên trong và bên ngoài của các ống ren bên trong (bao gồm các thanh lõi không được mài sắc) phải được phép có độ sâu không quá 4% độ dày thành tối thiểu và tối đa 0,2 mm.
4. Các khiếm khuyết cục bộ khác không vượt quá độ dày của tường để cho phép các sai lệch âm được phép tồn tại.
5. Phải loại bỏ các vảy trên bề mặt bên trong và bên ngoài của ống ren trong để lớp oxit mỏng không cản trở việc kiểm tra.
Lớp và thành phần hóa học của thép
| Con số | Nhãn hiệu | thành phần hóa học (phần khối lượng) /% | ||||||
| C | Mn | Sĩ | Cr | Mơ | S | P | ||
| 1 | 20G | 0,17 ~ 0,23 | 0,35 ~ 0,65 | 0,17 ~ 0,37 | - | - | .00.020 | ≤0.025 |
| 2 | 20 triệu | 0,17 ~ 0,23 | 0,70 ~ 1,00 | 0,17 ~ 0,37 | - | - | .00.020 | ≤0.025 |
| 3 | 25 triệu | 0,22 ~ 0,29 | 0,7 ~ 1,00 | 0,17 ~ 0,37 | - | - | .00.020 | ≤0.025 |
| 4 | 12CrMoG | 0,08 ~ 0,15 | 0,40 ~ 0,70 | 0,17 ~ 0,37 | 0,40 ~ 0,70 | 0,40 ~ 0,55 | .00.020 | ≤0.025 |
| 5 | 15CrMoG | 0,12 ~ 0,18 | 0,40 ~ 0,70 | 0,17 ~ 0,37 | 0,80 ~ 1,10 | 0,40 ~ 0,55 | .00.020 | ≤0.025 |
Lưu ý1: Hàm lượng phần tử dư của 20G, 20MnG, 25MnG phải thỏa mãn: Cu≤0,20%, Cr≤0,25%, Ni≤0,25%, V≤0,08%, Mo≤0,15% Các yếu tố còn lại của các thương hiệu khác phải thỏa mãn: Cu≤ 0,20%, Ni≤0,30%. | ||||||||
Kích thước của các ống vít bên trong và độ lệch cho phép của các tham số ren
| Mã | Dự án | Răng Một loại răng lệch cho phép | Răng Biên các loại răng lệch cho phép |
| Một | OD≤38.1mm | ± 0,15mm | - |
| B | OD≤38.1mm | - | ± 0,15mm |
| C | ID của gốc vít Chủ đề: | ± 0,15mm | ± 0,15mm |
| E | ID tối thiểu | Độ lệch âm về 0 | Độ lệch âm về 0 |
| F | WT tối thiểu | + 22% | + 22% |
| G | Mẹo chủ đề | - | - |
| tôi | Chiều rộng chủ đề | - | - |
 | Chiều cao của chủ đề: | ± 0,3mm | ± 0,18mm |
| K | Góc bên của sợi. | ± 15 ° | ± 15 ° |
| Ôi | bán kính góc tròn ở gốc của sợi | - | - |
| M | Chủ đề sân | ± 3,2mm | ± 3,2mm |
| N | Chủ đề chính | ± 3,2mm × mẹo ren | ± 3,2mm × mẹo ren |
 | Góc xoắn | Xêp hạng | Xêp hạng |
| T | Chiều rộng trên cùng của chủ đề (trục) | ± 1,3mm | ± 1,3mm |
| Bạn | Chiều rộng rãnh trên cùng (trục) | - | - |
| |||

-
Phụ tùng ô tô ASTM A513 cán thép cán nguội với sản xuất DOM
Các bộ phận ô tô ASTM A513 ống thép hàn với sản xuất DOM ASTM A513 Bụi cơ khí bằng carbon và thép hợp kim hàn điện Ứng dụng: cho máy móc, kỹ thuật cơ khí 1Tiêu chuẩn:Các ống thép chính xác được hàn bằng cán lạnh ASTM A513 2- Thép loại:SAE1010, SAE1020, các vật liệu khác theo thỏa thuận với khách h... -
Ống thép ủ sáng đường kính 25 mm cho các hệ thống thủy lực
EN10305-1 E235 E355 NBK Bơm thép chính xác lò sưởi sáng cho hệ thống thủy lực EN10305-1 NBK Bơm thép chính xác nhựa sáng cho hệ thống thủy lực OD:4-80 (mm) WT0.5-10 (mm) Chiều dài 1000-12000mm Tên sản phẩm: ống thép chính xác liền mạch Ứng dụng: cho hệ thống thủy lực ống thép chính xác cho hệ thống ... -
Ống thép photphat đen chính xác liền mạch cho các hệ thống thủy lực
Bơm thép với độ chính xác cao cho Hệ thống thủy lực với bề mặt Phosphating đen Black Phosphate Hydraulic Tubes với độ chính xác cao và dung nạp chặt chẽ, các ống được sản xuất bằng cách chính xác kéo lạnh và cán lạnh, sau đó sưởi sáng trong một bầu khí quyển được bảo vệ,sau đó nó được phosphated đen ... -
Ống thép mạ kẽm chính xác liền mạch DIN2391 EN103052 ST35.0 ST37
Các ống thép kẽm không may chính xác DIN2391 EN103052 ST35.0 ST37 Quá trình sản xuất: Lăn lạnh bằng máy lăn lạnh và máy lăn lạnh,được kẽm và kẽm. Bụi thép cán lạnh và kẽm thép Quá trình sản xuất:DIN chính xác cao, cán lạnh và ống thép liền mạch sáng được sử dụng làm ống để được kẽm.Các nắp được bao ...

